Montaż SMT (Surface Mount Technology) to technologia montażu powierzchniowego, w której komponenty elektroniczne osadzane są bezpośrednio na powierzchni płytki PCB – bez przewlekania wyprowadzeń przez otwory. SMD (Surface Mount Device) to z kolei same komponenty stosowane w tej technologii: rezystory, kondensatory, mikrokontrolery, układy BGA.
Jeśli przygotowyjesz projekt PCB do zlecenia produkcyjnego i zastanawiasz się, jak działa montaż SMT, jakie parametry techniczne wpisać w zapytanie ofertowe i kiedy Twój projekt wymaga technologii mieszanej – ten artykuł przeprowadzi Cię przez cały proces od pasty lutowniczej do inspekcji AOI.
SMT vs SMD – jaka jest różnica (i dlaczego oba skróty oznaczają prawie to samo)?
Różnica między SMT a SMD sprowadza się do tego, że SMT to proces (technologia montażu), a SMD to komponenty, które tym procesem są montowane. W praktyce oba skróty bywają używane zamiennie – szczególnie w dokumentacji projektowej i na forach branżowych – co bywa źródłem zamieszania. Rozłóżmy to na części.
SMT (Surface Mount Technology) to cały proces produkcyjny. Obejmuje nanoszenie pasty lutowniczej przez sitodruk, automatyczne pozycjonowanie komponentów przez maszynę pick-and-place, lutowanie rozpływowe w piecu reflow i inspekcję jakości przez systemy AOI (Automated Optical Inspection). SMT zastąpił starszą technologię THT (Through-Hole Technology), w której komponenty miały długie wyprowadzenia przewlekane przez otwory w PCB i lutowane od spodu.
SMD (Surface Mount Device) to konkretny komponent zaprojektowany do montażu powierzchniowego. Rezystory 0603, kondensatory ceramiczne 0402, mikrokontrolery w obudowach QFP, pamięci BGA – to wszystko są SMD. Komponenty te mają krótkie wyprowadzenia (lub ich brak – kontakty na spodzie obudowy) i są mocowane bezpośrednio do padów na powierzchni PCB.
Zamieszanie terminologiczne wynika z tego, że frazy „montaż SMT” i „montaż SMD” w praktyce znaczą dokładnie to samo: montaż komponentów powierzchniowych technologią SMT. Gdy ktoś mówi „linia SMD”, ma na myśli linię SMT. Gdy mówi „elementy SMT”, ma na myśli SMD. W profesjonalnej komunikacji stosuje się obie formy, ale precyzyjnie: SMT odnosi się do procesu, SMD – do komponentów.
Dlaczego SMT wyparł THT (prawie całkowicie)?
Technologia montażu powierzchniowego ma kilka fundamentalnych przewag nad THT. Komponenty SMD są znacznie mniejsze – typowy rezystor 0603 ma wymiary 1,6 × 0,8 mm, podczas gdy jego odpowiednik THT to kilka milimetrów średnicy i 10 mm długości wyprowadzeń. Mniejsze komponenty oznaczają gęstszy montaż – na tej samej powierzchni PCB możesz zmieścić wielokrotnie więcej elementów.
Kolejna zaleta to automatyzacja. Automat pick-and-place rozmieszcza kilkadziesiąt tysięcy komponentów na godzinę z precyzją do 0,01 mm. Montaż THT wymaga albo lutowania ręcznego (drogie, wolne, podatne na błędy), albo lutowania na fali (ograniczone tylko do THT, niekompatybilne z SMD na tej samej stronie). SMT umożliwia montaż obustronny – komponenty mogą być na obu stronach PCB – i skraca ścieżki sygnałowe, co poprawia charakterystyki elektryczne płytki.
Ale – i to ważne – SMT nie zastąpił THT całkowicie. Niektóre komponenty po prostu nie mają odpowiednika SMD: transformatory mocy, złącza mechanicznie obciążone, przekaźniki o dużych prądach, kondensatory elektrolityczne o dużych pojemnościach. Dlatego większość współczesnych projektów to technologia mieszana (mixed technology): SMT dla większości komponentów + THT dla wybranych elementów mocowanych mechanicznie lub rozpraszających dużą moc.
Jak przebiega montaż SMT krok po kroku – od pasty do AOI?
Proces montażu SMT składa się z pięciu głównych etapów. Każdy z nich ma kluczowe znaczenie dla jakości i niezawodności połączeń lutowniczych. Poniżej opisujemy pełny flow – od nałożenia pasty lutowniczej po inspekcję optyczną gotowej płytki.
Krok 1: Nanoszenie pasty lutowniczej przez sitodruk (stencil printing)
Pasta lutownicza to mieszanina drobnych cząstek stopu lutowniczego (np. SAC305 – cyna, srebro, miedź) z topnikiem. Jej zadanie to tymczasowe przytrzymanie komponentu na padzie przed lutowaniem i utworzenie połączenia po przepływie przez piec reflow. Pasta jest nanoszona przez matrycę (stencil) – laserowo wycinaną płytkę ze stali nierdzewnej o grubości 0,1–0,15 mm.
Matryca jest precyzyjnie pozycjonowana nad PCB, a pasta jest nakładana przez otwory (apertury) za pomocą rakli. Grubość stencila i wielkość apertur są dopasowane do rozstawu padów (pitch). Dla komponentów fine pitch o rozstawie poniżej 0,5 mm stosuje się cieńsze stencile (0,1 mm) i apertury mniejsze o 10–20% niż pady, żeby uniknąć zwarć.
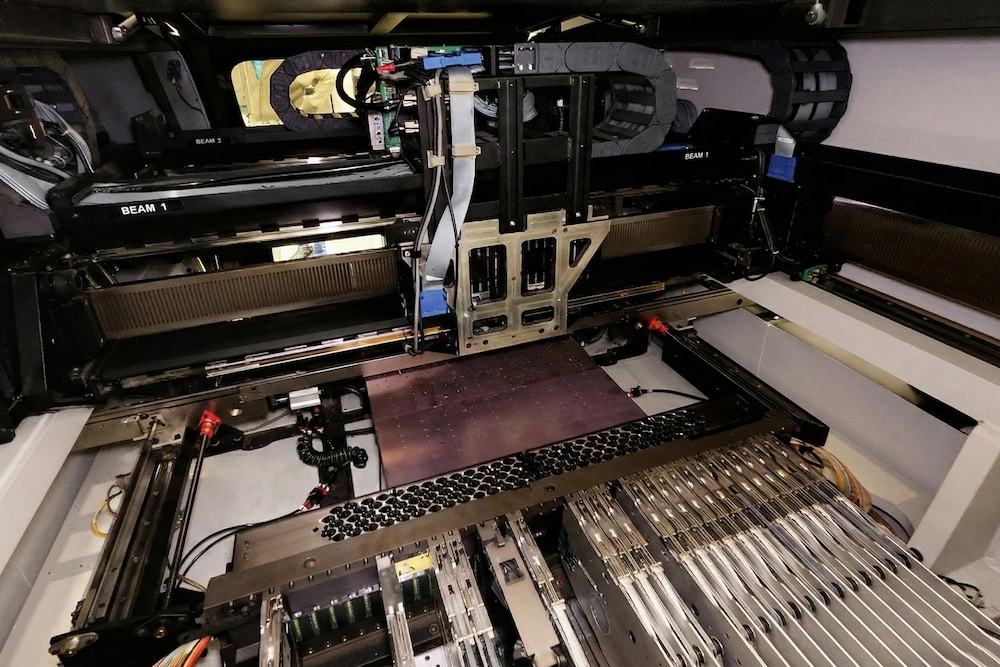
Krok 2: Automatyczne rozmieszczanie komponentów (pick-and-place)
Po nałożeniu pasty PCB trafia na linię pick-and-place. Automat montażowy pobiera komponenty z taśm (reel) lub tac (tray), rozpoznaje ich orientację przez kamery wizyjne i umieszcza na płytce zgodnie z plikiem centroid (Pick&Place). Nowoczesne automaty osiągają prędkości 50 000–150 000 komponentów na godzinę z dokładnością pozycjonowania ±0,02 mm dla komponentów standardowych i ±0,01 mm dla fine pitch.
Mokra pasta lutownicza tymczasowo przytrzymuje komponenty na miejscu. To kluczowe – płytka musi być transportowana delikatnie między stacjami, bo komponenty trzymają się tylko adhezją pasty. Dopiero po przepływie w piecu reflow połączenie staje się trwałe.
Krok 3: Lutowanie rozpływowe w piecu reflow
Piec reflow to wielostrefowy tunel konwekcyjny, w którym gorące powietrze (lub azot w atmosferze obojętnej) podgrzewa PCB zgodnie z precyzyjnym profilem termicznym. Proces składa się z czterech faz:
- Preheat (przedgrzewanie): Temperatura rośnie stopniowo z pokojowej do około 150–180°C w tempie nie większym niż 2–3°C/s. Celem jest równomierne nagrzanie całej płytki i aktywacja topnika w paście. Zbyt szybki wzrost temperatury może spowodować pęknięcie komponentów ceramicznych lub odprysknięcie pasty (solder balling).
- Soak (stabilizacja): Temperatura utrzymywana jest w zakresie 150–180°C przez 60–120 sekund. W tej fazie topnik aktywuje się w pełni, redukując tlenki na padach i wyprowadzeniach komponentów. Ważne, żeby wszystkie elementy osiągnęły zbliżoną temperaturę przed kolejną fazą – różnice temperatury (ΔT) mogą prowadzić do nierównomiernego rozpływu cyny.
- Reflow (rozpływ): Temperatura rośnie powyżej punktu topnienia stopu – dla lutów bezołowiowych (SAC305) to około 217°C, peak temperatury osiąga 240–250°C. Czas powyżej temperatury likwidusu (TAL – Time Above Liquidus) to zazwyczaj 40–80 sekund. W tym momencie pasta topi się, zwilża pady i wyprowadzenia, tworząc połączenia lutownicze. Zbyt długi TAL może prowadzić do nadmiernego wzrostu warstwy intermetalicznej (IMC), co powoduje kruchość złącza.
- Cooling (chłodzenie): Płytka jest chłodzona w tempie 3–4°C/s (dla lutów bezołowiowych). Zbyt szybkie chłodzenie może pękać komponenty, zbyt wolne – sprawia, że ziarna w połączeniu lutowniczym są zbyt duże, co obniża wytrzymałość mechaniczną.
Profil temperaturowy (reflow profile) jest dostosowywany indywidualnie do każdego projektu – w zależności od masy termicznej PCB, grubości warstw miedzi, rozmiaru komponentów i typu pasty lutowniczej. Dla płytek wielowarstwowych z dużym ground plane potrzebny jest dłuższy preheat i soak.
Krok 4: Inspekcja optyczna AOI (Automated Optical Inspection)
Po wyjściu z pieca reflow płytka trafia do systemu AOI. To zautomatyzowana inspekcja optyczna, która weryfikuje jakość montażu bez kontaktu fizycznego. Kamery 2D lub 3D skanują całą powierzchnię płytki i porównują obraz z wzorcem (golden sample). AOI wykrywa:
- Brakujące komponenty (missing parts)
- Przesunięcie komponentów (offset, rotation)
- Błędy polaryzacji (odwrócone diody, kondensatory elektrolityczne)
- Zwarcia lutownicze (bridges) między padami
- Niedobór lub nadmiar cyny (insufficient/excessive solder)
- Pęknięcia komponentów (cracked components)
AOI 3D dodatkowo mierzy wysokość połączeń lutowniczych i kształt menisku, co pozwala wykryć tzw. cold joints (zimne złącza) – połączenia, w których cyna nie rozpłynęła się prawidłowo. System AOI generuje raport z zaznaczonymi defektami i – w zależności od konfiguracji – może automatycznie odrzucić wadliwe płytki lub oznaczyć je do ręcznej weryfikacji.
Krok 5: Testy funkcjonalne i pakowanie
Po AOI płytki mogą przechodzić dalsze testy: ICT (In-Circuit Test) z wykorzystaniem sond kontaktowych, które sprawdzają wartości rezystancji i ciągłość obwodów, lub FCT (Functional Circuit Test), który weryfikuje, czy zmontowany moduł działa zgodnie ze specyfikacją. Dla komponentów BGA, gdzie połączenia są ukryte pod obudową, stosuje się inspekcję rentgenowską (X-Ray).
Parametry techniczne montażu SMT – co wpisać w zapytanie ofertowe?
Kiedy przygotowujesz zapytanie ofertowe do firmy EMS, kluczowe jest podanie parametrów technicznych, które pozwolą dostawcy ocenić złożoność projektu i przygotować dokładną wycenę. Poniżej lista informacji, które powinieneś dostarczyć.
Minimalna wielkość komponentów i pitch
Wielkość najmniejszych komponentów biernych i pitch komponentów aktywnych to podstawowe parametry, które określają wymagania wobec linii montażowej. Typowe rozmiary SMD:
| Rozmiar SMD | Wymiary (mm) | Wymiary (cale) | Typowe zastosowanie |
|---|---|---|---|
| 0201 | 0,6 × 0,3 | 0,02″ × 0,01″ | Urządzenia mobilne, moduły RF |
| 0402 | 1,0 × 0,5 | 0,04″ × 0,02″ | Smartfony, elektronika konsumencka |
| 0603 | 1,6 × 0,8 | 0,06″ × 0,03″ | Najpopularniejszy, wszechstronny |
| 0805 | 2,0 × 1,3 | 0,08″ × 0,05″ | Aplikacje przemysłowe, większa moc |
| 1206 | 3,0 × 1,5 | 0,12″ × 0,06″ | Wyższa moc, łatwiejszy rework |
Jeśli Twój projekt używa komponentów 0402 lub mniejszych, to informacja krytyczna – nie każda linia SMT obsługuje takie rozmiary. Fine pitch definiuje się jako rozstaw padów poniżej 0,5 mm (dla komponentów aktywnych typu QFP, BGA). Standardowy montaż SMT to pitch 0,5–0,8 mm. Poniżej 0,3 mm mówimy o ultra-fine pitch, co wymaga specjalistycznych automatów i kontroli jakości.
Rodzaje obudów komponentów
Powinieneś wymienić, jakie typy obudów są w Twoim projekcie. Przykłady:
- Komponenty bierne: 0603, 0805, 1206 (rezystory, kondensatory ceramiczne)
- Komponenty aktywne dwustronnie wyprowadzone: SOT-23, SOT-223, SOIC, TSSOP, QFP
- Komponenty bez wyprowadzeń: QFN, DFN, BGA, CSP
- Komponenty z wyprowadzeniami ukrytymi: BGA (Ball Grid Array) – wymagają inspekcji X-Ray
BGA i QFN to obudowy bardziej wymagające – połączenia lutownicze są pod komponentem, więc AOI optyczne nie wystarczy. Jeśli masz BGA w projekcie, firma EMS musi mieć dostęp do systemu X-Ray i odpowiednio skalibrowany profil reflow (czas TAL jest krytyczny dla BGA – za krótki powoduje void, za długi pęka krzemową kostkę).
Ilość komponentów i stronność PCB
Podaj liczbę unikalnych pozycji BOM i całkowitą liczbę komponentów na płytce. Jeśli montaż jest obustronny (komponenty na TOP i BOTTOM), napisz to wprost – wymaga to dwóch przepływów przez piec reflow i dodatkowego czasu montażu. Typowy flow dla płytki obustronnej wygląda tak:
- Sitodruk pasty na stronie TOP
- Pick-and-place TOP
- Reflow TOP
- Odwrócenie płytki
- Sitodruk pasty na stronie BOTTOM
- Pick-and-place BOTTOM
- Reflow BOTTOM
- AOI
Przy montażu obustronnym kluczowe jest, żeby komponenty na pierwszej stronie (tej, która idzie przez piec reflow drugi raz) nie były zbyt ciężkie – inaczej odpadną pod wpływem grawitacji, gdy pasta na drugiej stronie się rozpłynie.
Pliki do wyceny montażu SMT
Standardowy pakiet plików dla wyceny montażu SMT obejmuje:
- BOM (Bill of Materials) – lista komponentów z oznaczeniami, wartościami, obudowami, producentami i ilościami
- Pliki Gerber – warstwy produkcyjne PCB (miedź, soldermask, silkscreen, obrysy, wiercenia)
- Plik centroid / Pick&Place – współrzędne XY i rotacja każdego komponentu na płytce
- Schemat elektryczny (opcjonalnie) – ułatwia analizę DfM i weryfikację BOM
- Specyfikacja testów (opcjonalnie) – jeśli wymagasz testów ICT lub FCT
Bez BOM, Gerberów i centroidu wycena montażu SMT nie jest możliwa.
SMT vs THT – która technologia dla Twojego projektu?
Wybór między montażem powierzchniowym (SMT) a montażem przewlekanym (THT) nie zawsze jest oczywisty. Większość nowoczesnych projektów stosuje technologię mieszaną, ale zrozumienie, kiedy każda z nich ma sens, jest kluczowe dla optymalizacji kosztów i niezawodności.
Kiedy SMT to jedyny sensowny wybór
Projekt wymaga SMT, jeśli:
- Potrzebujesz dużej gęstości montażu – setki komponentów na małej powierzchni.
- Projekt ma komponenty na obu stronach PCB (SMT umożliwia montaż obustronny bez problemów).
- Produkcja w dużej skali – automatyzacja SMT jest nieporównywalnie szybsza i tańsza niż ręczne lutowanie THT.
- Wymagania dotyczące charakterystyk elektrycznych – krótsze ścieżki sygnałowe, mniejsze indukcyjności pasożytnicze, lepsze właściwości HF.
- Ograniczenia wagi i rozmiaru – urządzenia mobilne, wearables, moduły IoT.
Kiedy THT jest lepszym wyborem (lub konieczny)
Montaż przewlekany stosuje się, gdy:
- Komponent nie ma odpowiednika SMD – np. niektóre transformatory mocy, złącza mechanicznie obciążone (USB-C o wysokim momencie obrotowym, złącza DC barrel), przekaźniki o dużych prądach.
- Wymagana jest wysoka wytrzymałość mechaniczna – komponenty THT są mocowane przez płytkę i lutowane dwustronnie, co daje znacznie lepszą odporność na wstrząsy i wibracje niż SMD klejone tylko do powierzchni.
- Produkcja prototypowa lub niskoseryjne zlecenia, gdzie koszt programowania linii SMT nie zwraca się – ręczne lutowanie THT jest wolniejsze, ale nie wymaga żadnego setupu.
- Rework i naprawa – komponenty THT są dużo łatwiejsze do wymiany niż drobne SMD.
Technologia mieszana: SMT + THT
W praktyce większość projektów przemysłowych, automatyki, zasilaczy i urządzeń IoT to mixed technology. Typowy scenariusz wygląda tak:
- Komponenty bierne, układy scalone, mikrokontrolery, pamięci – SMT
- Złącza, transformatory, bezpieczniki, radiatory – THT
Flow produkcyjny dla technologii mieszanej: najpierw montaż SMT (sitodruk pasty, pick-and-place, reflow, AOI), potem montaż THT (lutowanie selektywne lub ręczne). Odwrotna kolejność nie działa – komponenty THT blokowałyby dostęp do padów SMT i przeszkadzały w sitodrukowaniu pasty.
Montaż BGA i fine pitch – kiedy standardowy SMT nie wystarczy?
BGA (Ball Grid Array) i komponenty fine pitch to wyzwanie nawet dla doświadczonych producentów elektroniki. Wymagają specjalistycznego sprzętu, skalibrowanego procesu i wielopoziomowej kontroli jakości.
Czym jest BGA i dlaczego jest trudny w montażu?
BGA to typ obudowy, w której wszystkie wyprowadzenia (w postaci kulek cyny) znajdują się na spodzie komponentu w układzie siatki (grid). Typowy BGA ma od kilkudziesięciu do kilkuset kulek o średnicy 0,3–0,6 mm w rozstawie (pitch) 0,5–1,27 mm. Zalety BGA to bardzo duża liczba wyprowadzeń na małej powierzchni, krótkie ścieżki sygnałowe (dobre dla sygnałów szybkozmiennych i zasilaczy) oraz niższa indukcyjność wyprowadzeń.
Problem polega na tym, że połączenia lutownicze są całkowicie ukryte pod komponentem – AOI optyczne ich nie zobaczy. Jedyne metody weryfikacji to inspekcja X-Ray lub test ICT z sondami. Kolejny problem to wrażliwość na naprężenia termiczne – jeśli profil reflow nie jest dokładnie dopasowany, może dojść do powstawania pustych przestrzeni w połączeniach (voiding) lub pęknięcia kostkę krzemową wewnątrz obudowy.
Jak wygląda montaż BGA?
Montaż BGA różni się od standardowego SMT kilkoma kluczowymi elementami:
- Precyzyjniejszy sitodruk pasty: Apertury w stencilu muszą być perfekcyjnie dopasowane do rozmieszczenia kulek BGA. Zbyt mało pasty – void (pusta przestrzeń w połączeniu), zbyt dużo – zwarcia między kulkami.
- Dokładne pozycjonowanie pick-and-place: Automat musi umieścić BGA z dokładnością ±0,01 mm. Kamery wizyjne rozpoznają pozycję komponentu i PCB, a system automatycznie koryguje offset.
- Profil reflow dostosowany do BGA: Czas powyżej likwidusu (TAL) musi być ściśle kontrolowany – typowo 40–60 sekund. Za krótki TAL powoduje void, za długi – przegrzanie kostkę krzemową lub wzrost warstwy IMC (intermetallic compound), co prowadzi do kruchych połączeń.
- Inspekcja X-Ray: Po reflow każdy BGA przechodzi przez rentgen. System weryfikuje, czy kulki rozpłynęły się prawidłowo, czy nie ma voidów (akceptowalny poziom to zazwyczaj do 25% powierzchni kulki) i czy nie ma zwarć między sąsiednimi kulkami.
Co to jest fine pitch i jakie są wymagania?
Fine pitch definiuje się jako rozstaw wyprowadzeń (lub padów) poniżej 0,5 mm. Typowe przykłady to układy QFP z pitchem 0,4 mm, QFN z pitchem 0,3 mm lub BGA z pitchem 0,4 mm. Ultra-fine pitch to rozstaw poniżej 0,3 mm – to już domena zaawansowanych producentów elektroniki z topowym sprzętem.
Fine pitch wymaga:
- Precyzyjniejszego sitodrukownika – apertury w stencilu są mniejsze o 10–20% niż pady, żeby uniknąć zwarć podczas rozpływu cyny.
- Automatów pick-and-place z dokładnością pozycjonowania ±0,01 mm lub lepszą.
- Systemu AOI 3D, który zmierzy wysokość i kształt połączeń lutowniczych – AOI 2D nie wystarczy przy tak gęstym montażu.
- Właściwie zaprojektowanego PCB – odpowiednia odległość między padami, brak soldermaski na padach, odpowiednia grubość miedzi.
RGBpro dysponuje automatyczną linią pick-and-place z precyzją montażu fine pitch i systemem AOI 3D, co umożliwia realizację projektów z komponentami BGA, QFN i układami o pitchu do 0,3 mm.
Najczęściej zadawane pytania (FAQ)
Czym się różni SMT od SMD?
SMT (Surface Mount Technology) to technologia – cały proces montażu powierzchniowego obejmujący nanoszenie pasty lutowniczej, rozmieszczanie komponentów przez automat pick-and-place, lutowanie w piecu reflow i inspekcję AOI. SMD (Surface Mount Device) to komponenty montowane tą technologią – rezystory, kondensatory, mikrokontrolery, pamięci. W praktyce oba skróty bywają używane zamiennie, ale precyzyjnie: SMT = proces, SMD = komponenty.
Co to jest montaż powierzchniowy?
Montaż powierzchniowy (SMT) to technologia, w której komponenty elektroniczne są osadzane bezpośrednio na powierzchni płytki PCB – bez przewlekania wyprowadzeń przez otwory. Komponenty SMD są lutowane do padów na powierzchni płytki za pomocą pasty lutowniczej, która rozpływa się w piecu reflow i tworzy trwałe połączenia elektryczne i mechaniczne.
Jakie komponenty można montować technologią SMT?
Praktycznie wszystkie typy komponentów elektronicznych mają wersje SMD: rezystory, kondensatory ceramiczne i tantalowe, cewki, diody, tranzystory, mikrokontrolery, pamięci, układy analogowe i cyfrowe, moduły RF, przetworniki ADC/DAC, regulatory napięcia. Wyjątkiem są niektóre komponenty o dużej mocy (transformatory mocy, przekaźniki powyżej 10 A) i złącza mechanicznie obciążone – te często występują tylko w wersji THT.
Co to jest inspekcja AOI i po co jest wykonywana?
AOI (Automated Optical Inspection) to zautomatyzowana inspekcja optyczna przeprowadzana po lutowaniu w piecu reflow. System AOI używa kamer 2D lub 3D do skanowania całej płytki i porównywania rzeczywistego obrazu z wzorcem. Wykrywa brakujące komponenty, przesunięcia, błędy polaryzacji, zwarcia lutownicze (bridges), niedobór lub nadmiar cyny, pęknięcia komponentów. AOI 3D mierzy dodatkowo wysokość połączeń lutowniczych, co pozwala wykryć zimne złącza (cold joints).
Jaka jest minimalna ilość do montażu SMT?
W RGBpro realizujemy montaż SMT od pojedynczych prototypów (nawet 1–5 sztuk) po produkcję seryjną. Nie ma minimum – zarówno prototypowanie, jak i serie pilotażowe są możliwe na tej samej linii produkcyjnej. Dzięki temu przejście od prototypu do serii odbywa się bez zmiany partnera i transferu dokumentacji do nowego producenta.
Ile kosztuje montaż SMT?
Koszt montażu SMT zależy od liczby komponentów na płytce, złożoności projektu (wielkość najmniejszych komponentów, pitch, obecność BGA), wolumenu produkcji, wymagań testowych (AOI, X-Ray, ICT, FCT) i tego, czy firma EMS kompletuje komponenty, czy otrzymuje je od klienta. Najszybszą drogą do konkretnej wyceny jest wysłanie BOM, plików Gerber i centroidu – w RGBpro odpowiadamy w ciągu 24 godzin.


Dodaj komentarz
Musisz się zalogować, aby móc dodać komentarz.